
Der Zweck dieses kurzen Berichts ist genau das - denjenigen, die unsere Fortschritte in der Uhrmacherei verfolgen, ein Update zu geben. Wir haben auch das Gefühl, dass das Teilen unserer Irrungen und Wirrungen eines Tages jemandem auf seiner eigenen Uhrmacherreise helfen kann.
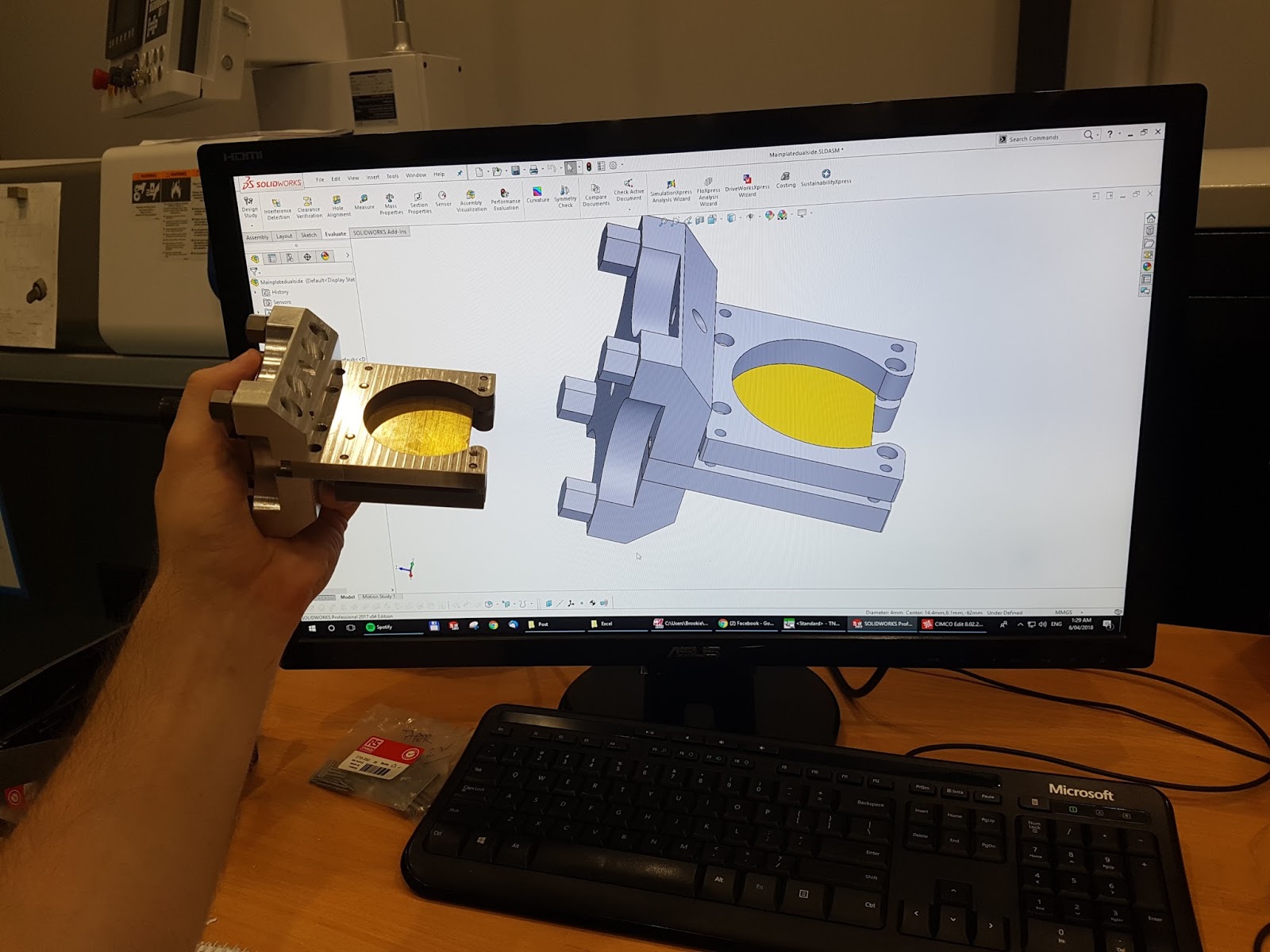
Letzte Woche haben wir mit dem Prototyping der Hauptplatte begonnen. Das Hauptaugenmerk lag auf Positionstoleranzen und der Erarbeitung der "perfekten" Presspassform für die Haupteisenbahnjuwelen. Aber es dauerte nicht lange, bis wir herausfanden, dass wir zu viel Material verschwenden; genau über 60%. Darüber hinaus war unsere Arbeitshaltemethode in Bezug auf die Steifigkeit ausgezeichnet, jedoch wäre unsere Lösung für die Massenproduktion sehr ineffizient - selbst eine Menge von nur einem Dutzend Stück auf einmal.
Wir hatten zwei Möglichkeiten: Mit dem Prototyping fortzufahren oder eine Pause einzulegen und eine bessere Spannlösung zu finden, bevor wir weitermachen. Ich habe für die erste Option gestimmt: weiter zu lernen und mir keine Sorgen um Verschwendung zu machen. Ich wurde jedoch schnell von Josh überstimmt (der Andrew bereits auf seiner Seite hatte). Der letzte Strohhalm war ein Video, das deutlich eine sehr effektive Mainplate-Haltelösung auf Willemin Macodel CNC zeigt, wie sie 2015 auf der Baselworld demonstriert wurde. Hier ist der Link dazu. Auf jeden Fall sehenswert:
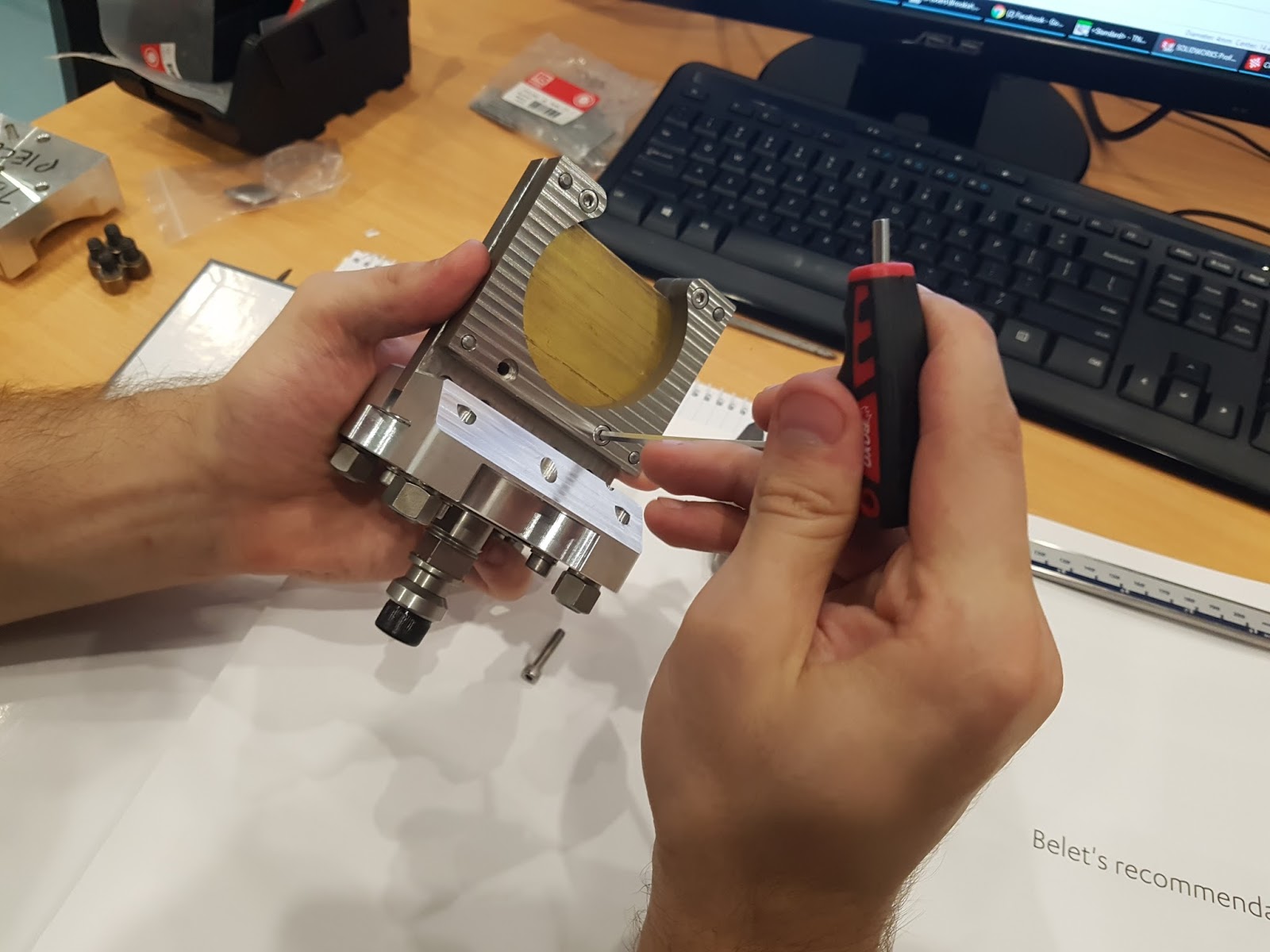
In nur 3 Arbeitstagen haben Josh und Andrew solide 50 Stunden Arbeit geleistet, unsere neue "Klemme" entworfen, codiert und hergestellt. Die Vorteile zahlen sich bereits aus:
- Wir können ein kleineres Leerzeichen als bisher verwenden, während es keine Kompromisse bei der Steifigkeit gibt;
- der Messingabfall liegt jetzt unter 50%
- Das neue Haltestück ermöglicht beidseitiges Fräsen plus 90 ° Seitenschnitt, ohne das Stück neu spannen zu müssen;
- und vor allem konnten die neuen Rohlinge ohne Vorbearbeitungsvorbereitung direkt gespannt werden, was 25 Minuten pro Stück spart!
Keine Kommentare:
Poste einen Kommentar