Einige Hobby-Maschinisten lieben es - und andere hassen es. Und ich denke, es ist fair zu sagen, dass diejenigen, die es hassen, eigentlich nie gelernt haben, wie man es richtig zentriert. Was ziemlich schade ist, denn es gibt unzählige YouTube-Videos, die sich mit dem Thema befassen.
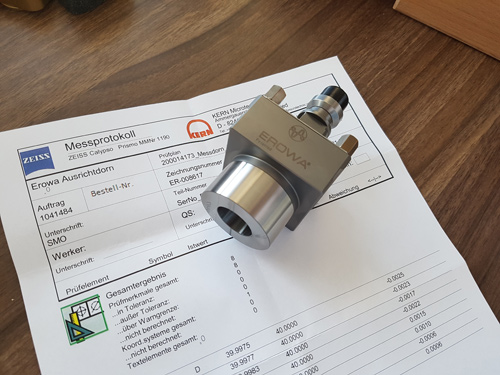
Unser Schaublin 102 liegt immer noch irgendwo südlich von Suez, aber das 4-Backen-Spannfutter ist diese Woche separat angekommen. Es handelte sich um ein von Rohm geliefertes "Nicht-Katalog"-Zubehör. Das war eine kleine Überraschung - schließlich ist Schaublin selbst ein arbeitshaltender Spezialist. Die 4-Backen-Spannfutter sind jedoch ein ganz anderes Biest als Spannzangen.
Rohm ist ein deutsches Familienunternehmen, das sich auf Chucks spezialisiert hat. Sie stellen seit 1909 Drehfutter her und gelten als der weltweit führende Futterhersteller. Und das ist alles, was sie tun. (Ist Ihnen aufgefallen, dass das O in Rohm eigentlich ein Chuck ist?). Das deutsche Unternehmen ist sehr stolz darauf, dass es Spannteile mit einem Durchmesser von bis zu 4 Metern und einem Gewicht von 25 Tonnen herstellen kann! Wenn es um die Produktionskapazität geht: Rohm kann 92.000 Spannfutter in 5 Tagen montieren.
Die deutsche Fertigung hat etwas mächtiges - und wir sind stolz darauf, ein Stück davon in unserer Werkstatt in Sydney zu haben.