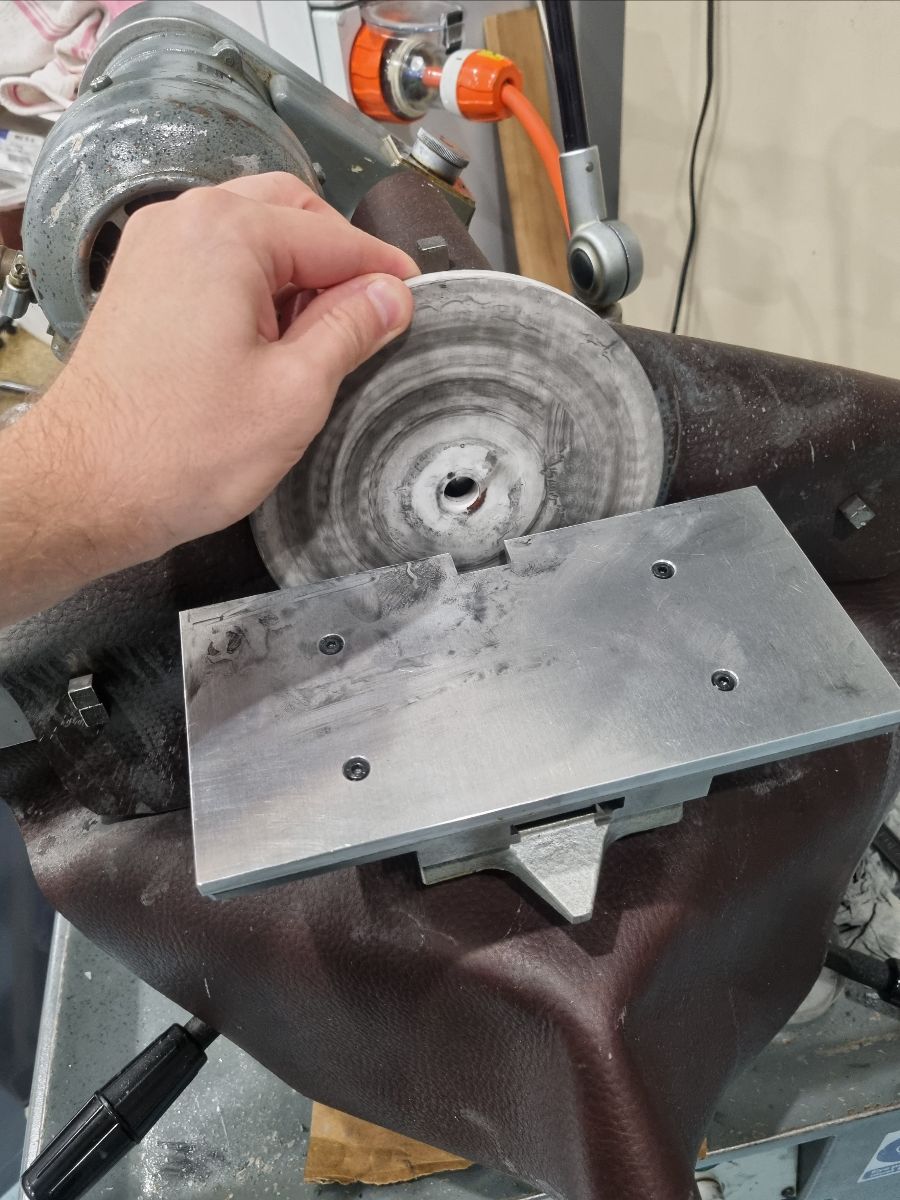
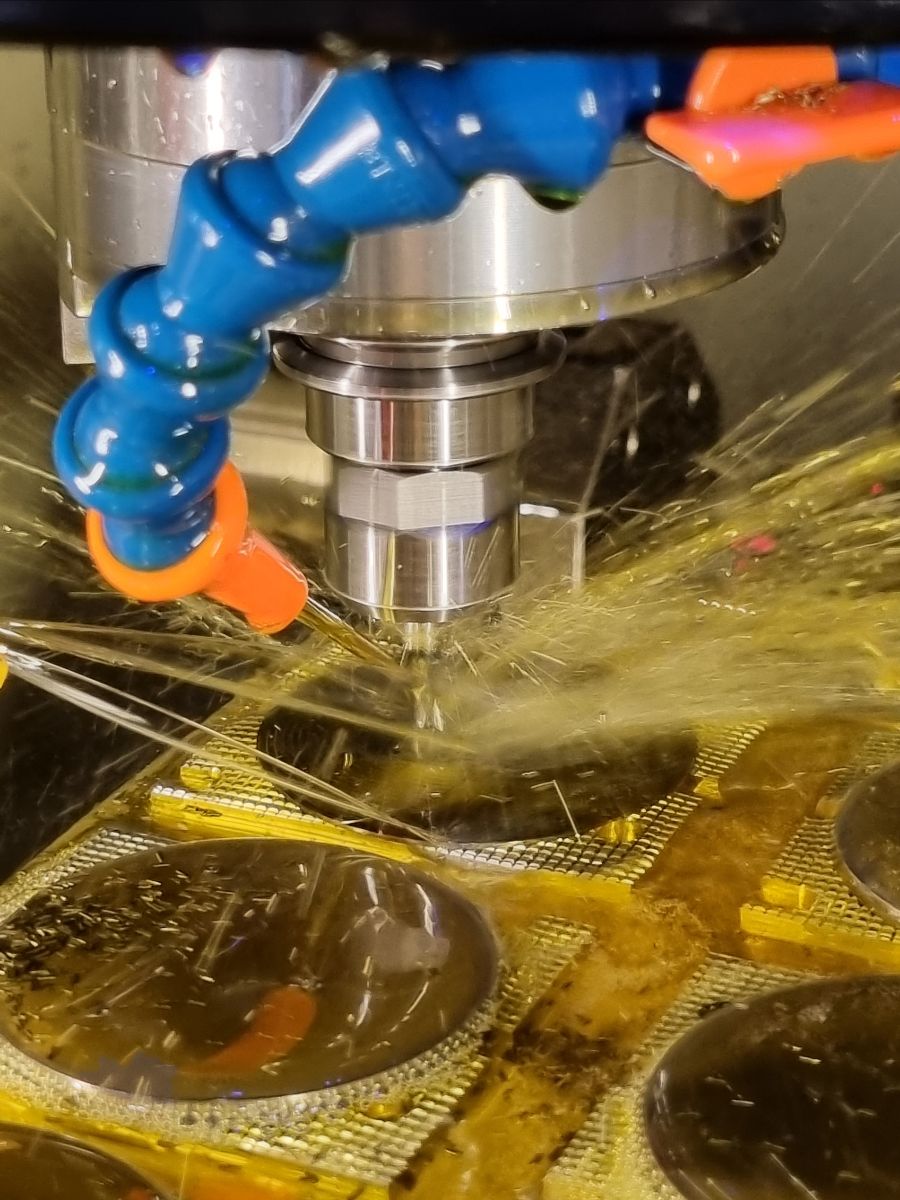
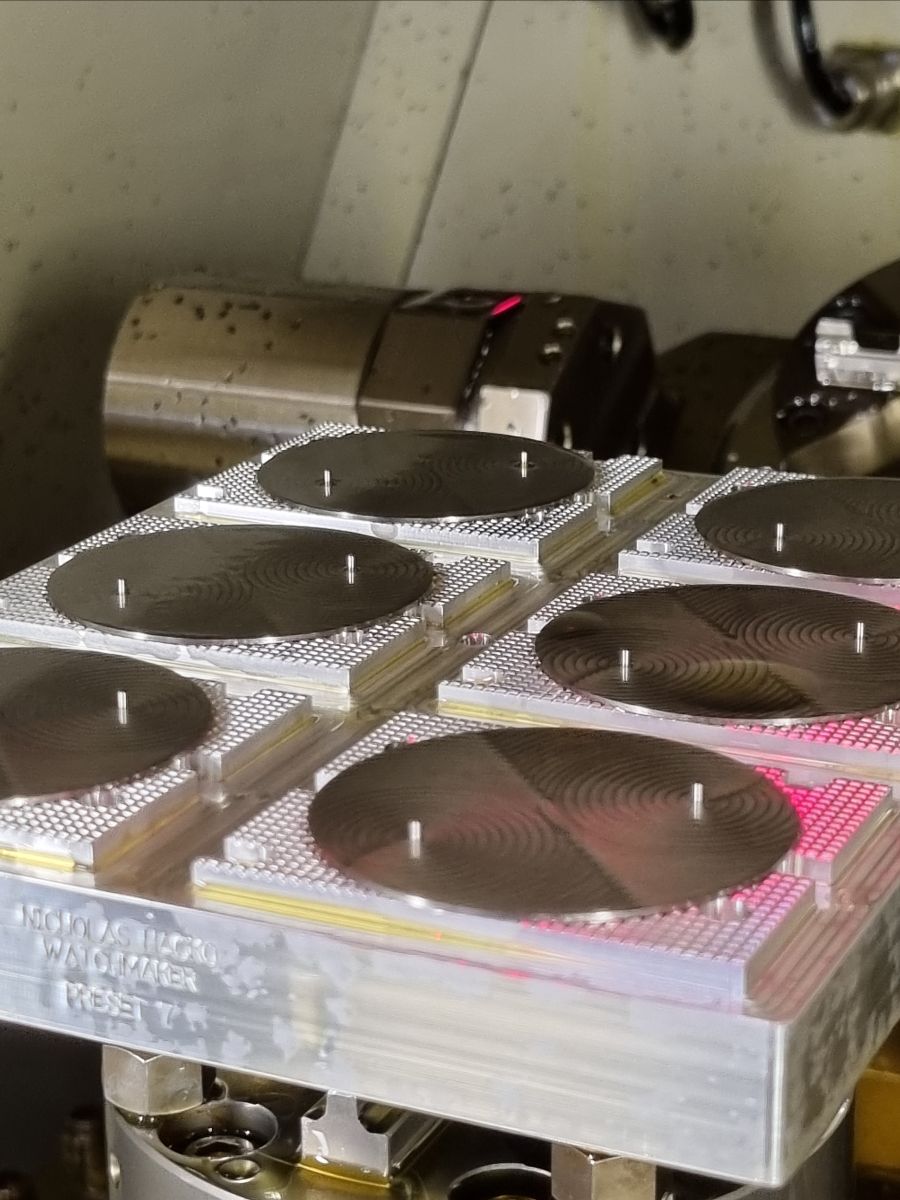
Der Werkzeughalter besteht aus Werkzeugstahl und die Schneide unseres Werkzeugs ist eine abnehmbare Wolframkarbidspitze. Was Sie sehen, ist ein Haufen Werkzeuge, die ein Werkzeug herstellen, um ein Werkzeug zu halten, um ein Zifferblatt zu machen. Das Werkzeug wird auf derselben Fräsmaschine hergestellt, die alle Zifferblätter (den Kern!) herstellt, beginnend mit einer Skizze, Konstruktionszeichnungen, CAD- und CAM-Dateien. Aber es gibt eine Wendung: Während das Werkzeug selbst auf einer CNC-Maschine hergestellt wird, wird die Hartmetall-Schneidspitze, das Teil, das eigentlich die ganze Arbeit erledigt, von Hand geschärft und mit einer Diamantschlämme auf Keramikscheibe geläppt. Guilloche-Werkzeuge sind definitiv keine Artikel von der Stange, und das ist nichts, was wir aus der Schweiz bestellen könnten. Wenn Sie Ihr Werkzeug nicht herstellen, den Fräser nicht von Hand profilieren, Ihre eigene Aufschlämmung herstellen und schärfen können, wird es niemand anderes für Sie tun.
Als noch technischere Nebenbemerkung: Die Oberflächenbeschaffenheit und Kantenschärfe des Werkzeugs selbst korrelieren direkt mit 1 zu 1 der endgültigen Oberflächenbeschaffenheit der Guilloche. Wenn Sie Ihre Wolframkarbid-Schneidspitze zu einem Spiegel schärfen und polieren können, dann wird Ihre Guilloche auch ein Spiegel sein. Das Überrunden des Werkzeugs auf einer Keramikscheibe ist die einzige Möglichkeit, dies zu tun. Dies ist tatsächlich ein unglaublich schwer zu automatisierender Prozess, und das feine Gefühl und die ständigen visuellen Kontrollen eines talentierten (menschlichen!) Zum Beispiel muss die Aufschlämmung auf der Keramikscheibe ständig überwacht werden - zu viel Gülle, und die hydrodynamischen Kräfte übernehmen die Oberhand und Sie "skaten" über den Schoß, zu wenig Gülle und Sie laufen Gefahr, die Keramik oder das Wolframkarbid zu zersplittern! Unser Werkzeugmacher James ist jetzt ein Experte in diesem Prozess, und nachdem er viele, viele Schneidkanten geklatscht hat, dauert es etwa 30 Minuten, bis er einen perfekten Spiegel auf dem Werkzeug erreicht.
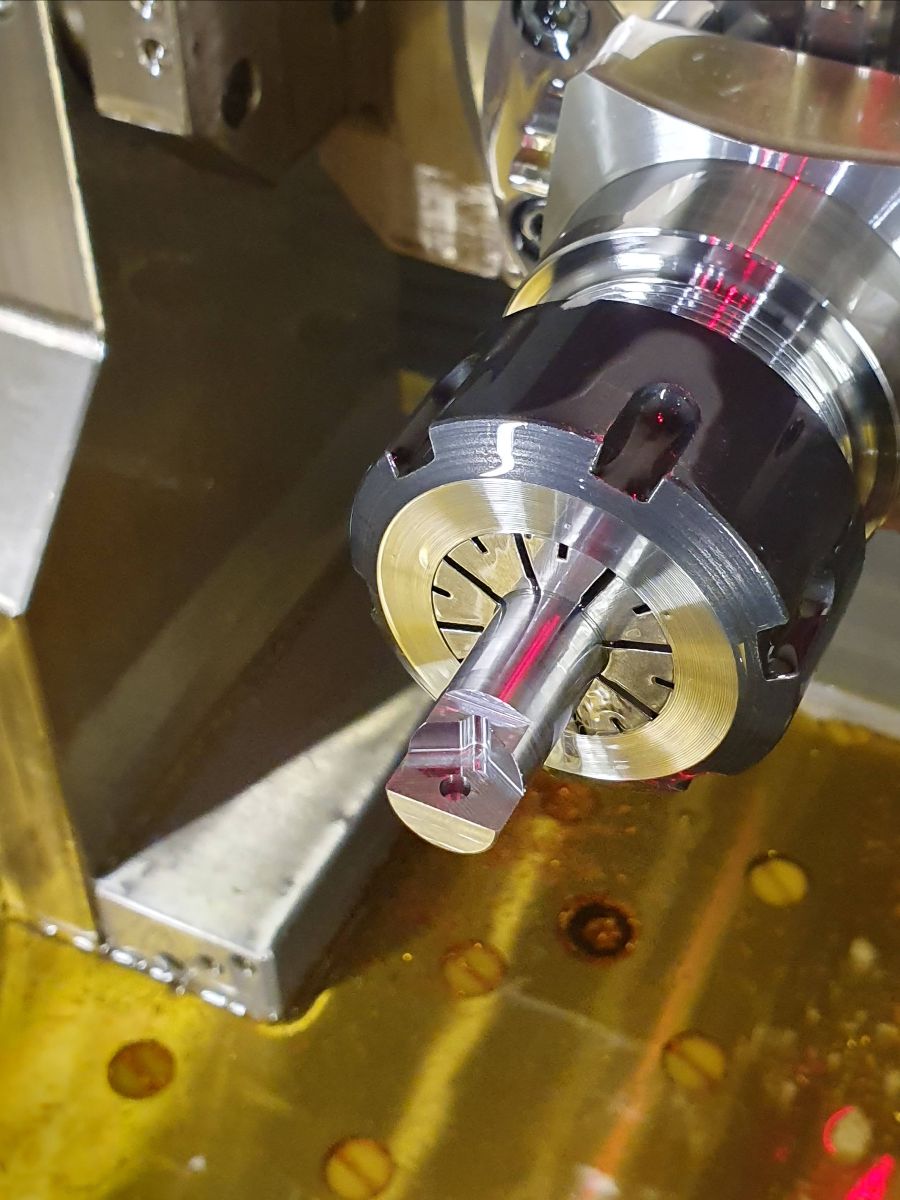
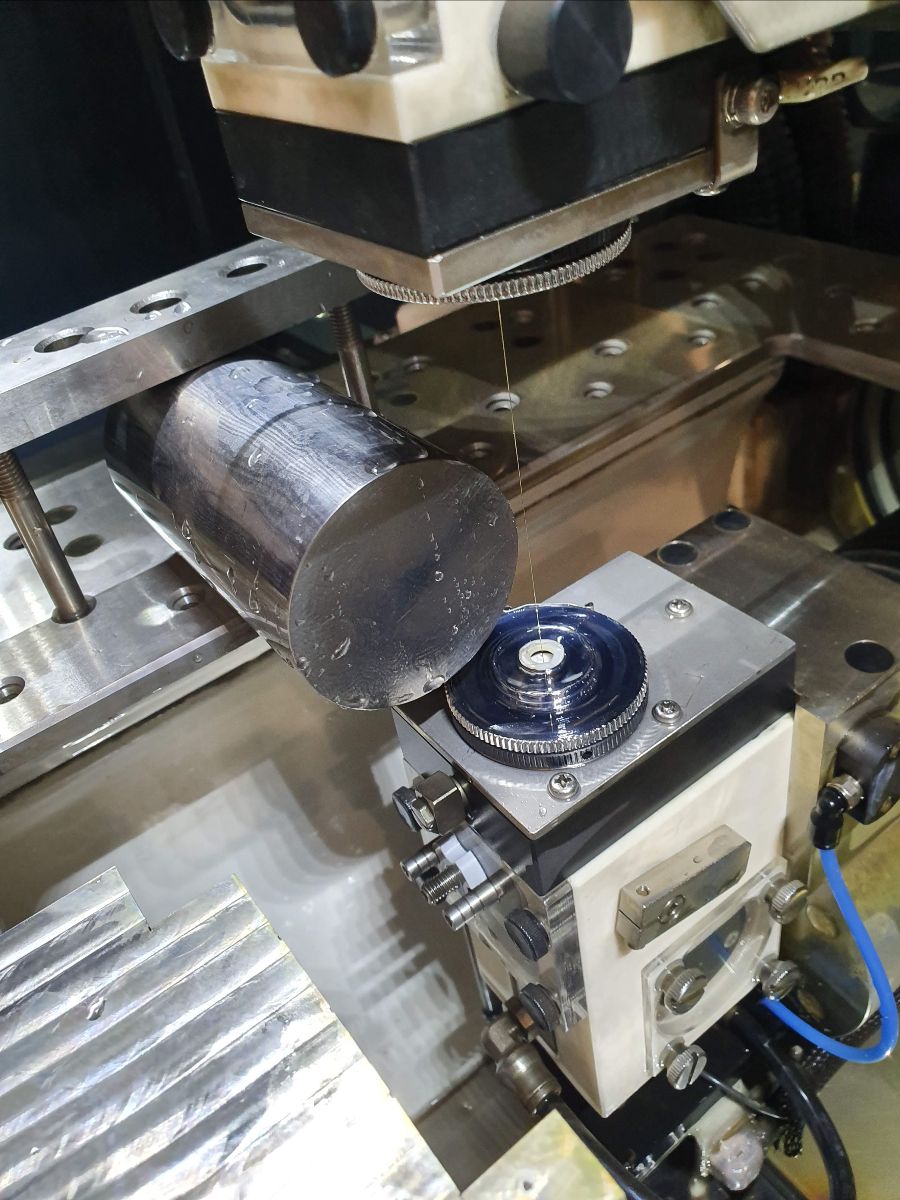
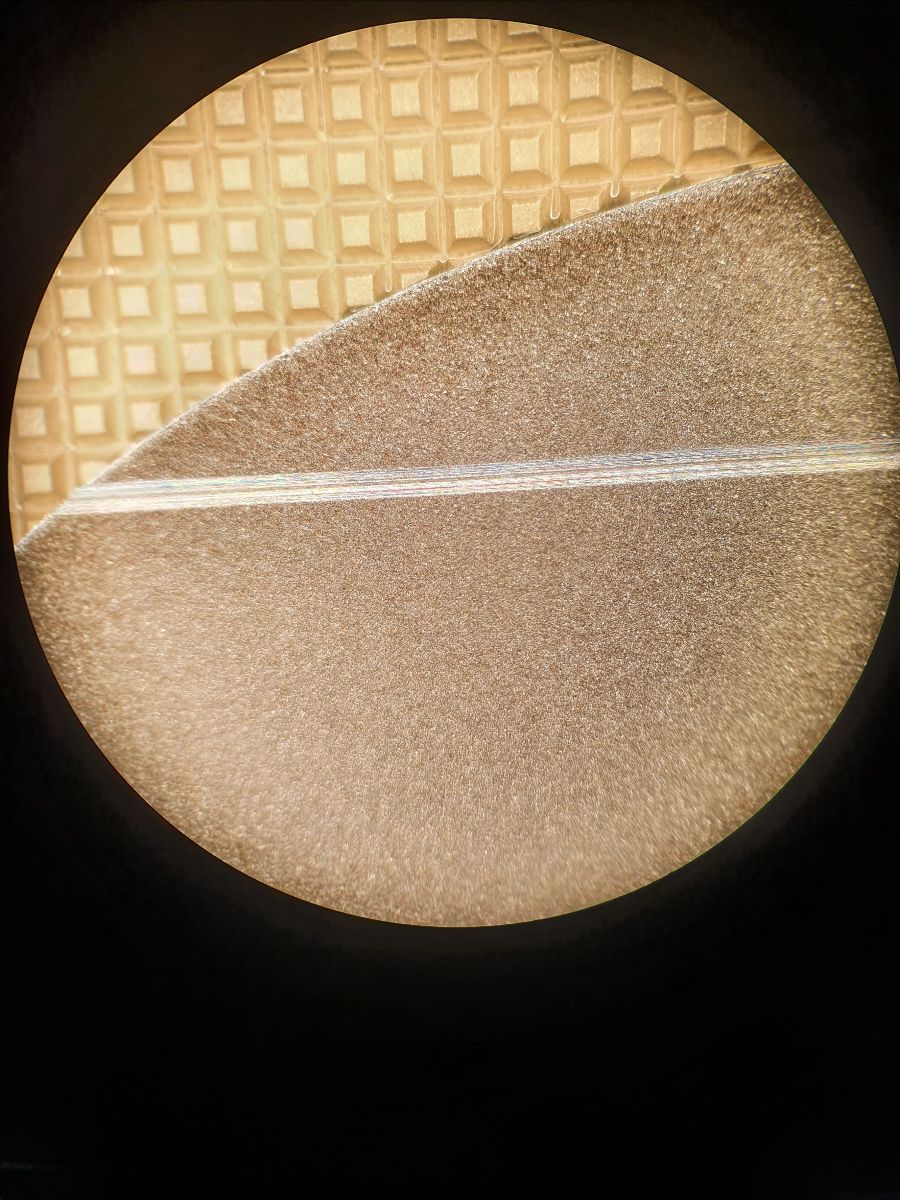
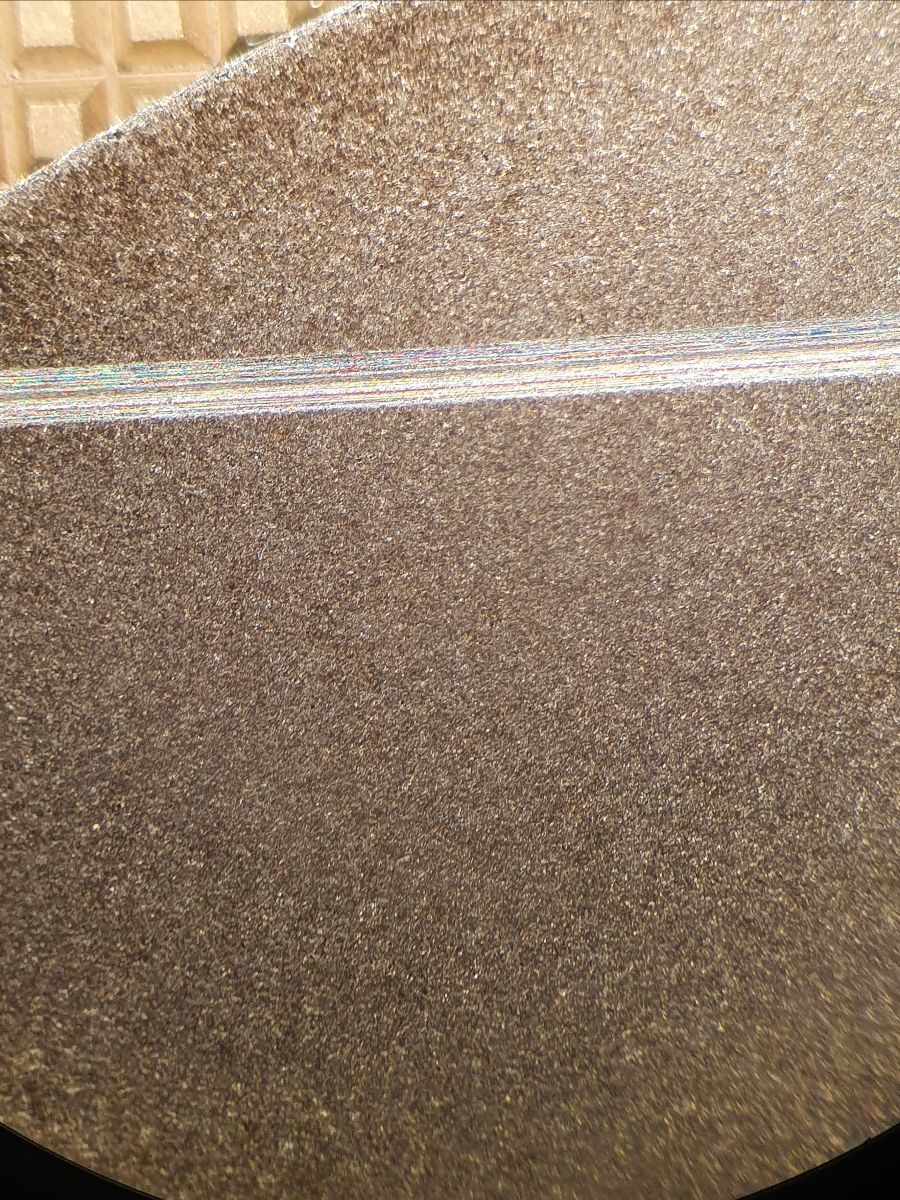
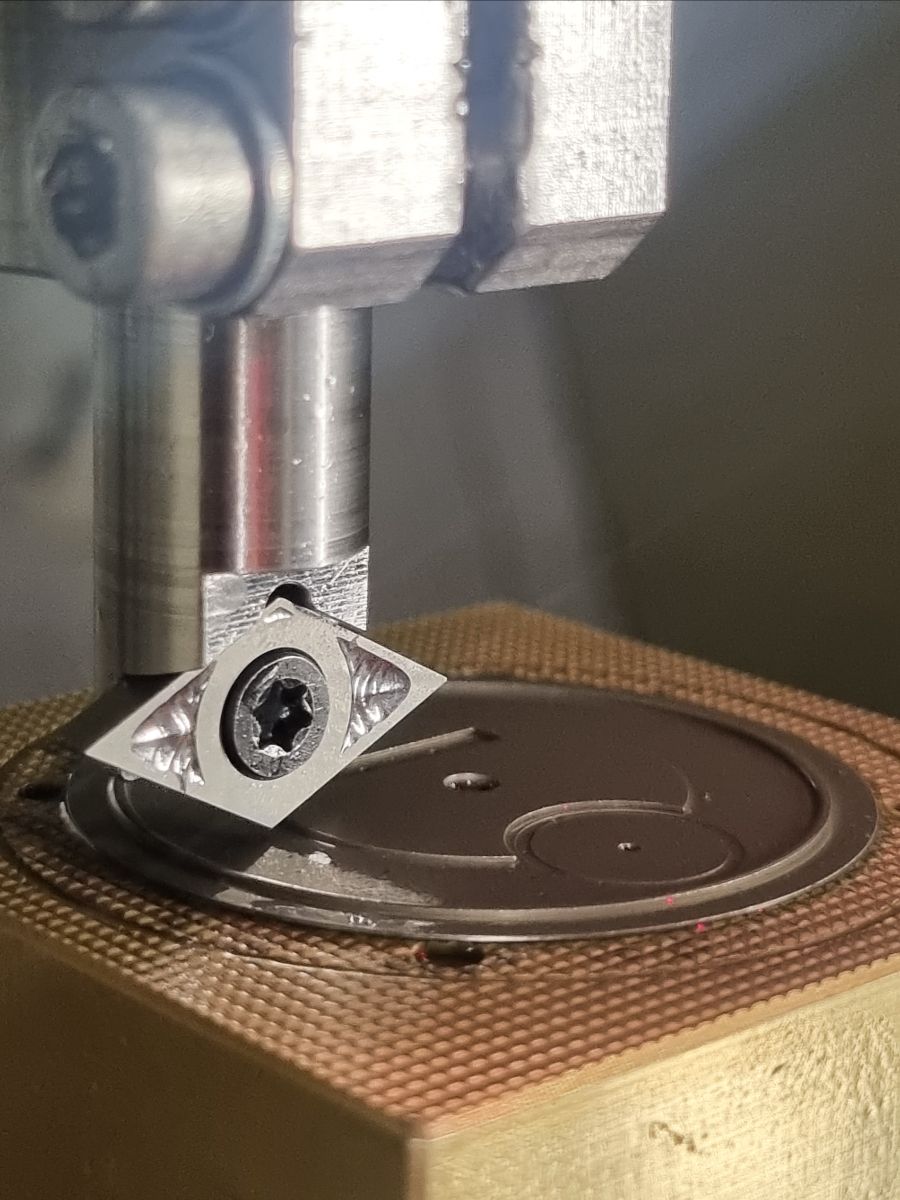
Nachdem wir das Schneidwerkzeug hergestellt hatten, bestand der erste Schritt darin, eine einfache, gerade Linie in einen Titanrohling zu schneiden. Wenn dies möglich wäre und wir eine gute Oberflächengüte in nur einer geraden Linie erreichen könnten, dann wäre es sehr wahrscheinlich, dass die nächsten Schritte machbar wären! Unten sehen Sie den ersten Schnitt und Chip von Titan Grad 5, der durch einen Ritzprozess in unserer Werkstatt hergestellt wurde, und ich denke, es wäre sicher in ganz Australien zu sagen!
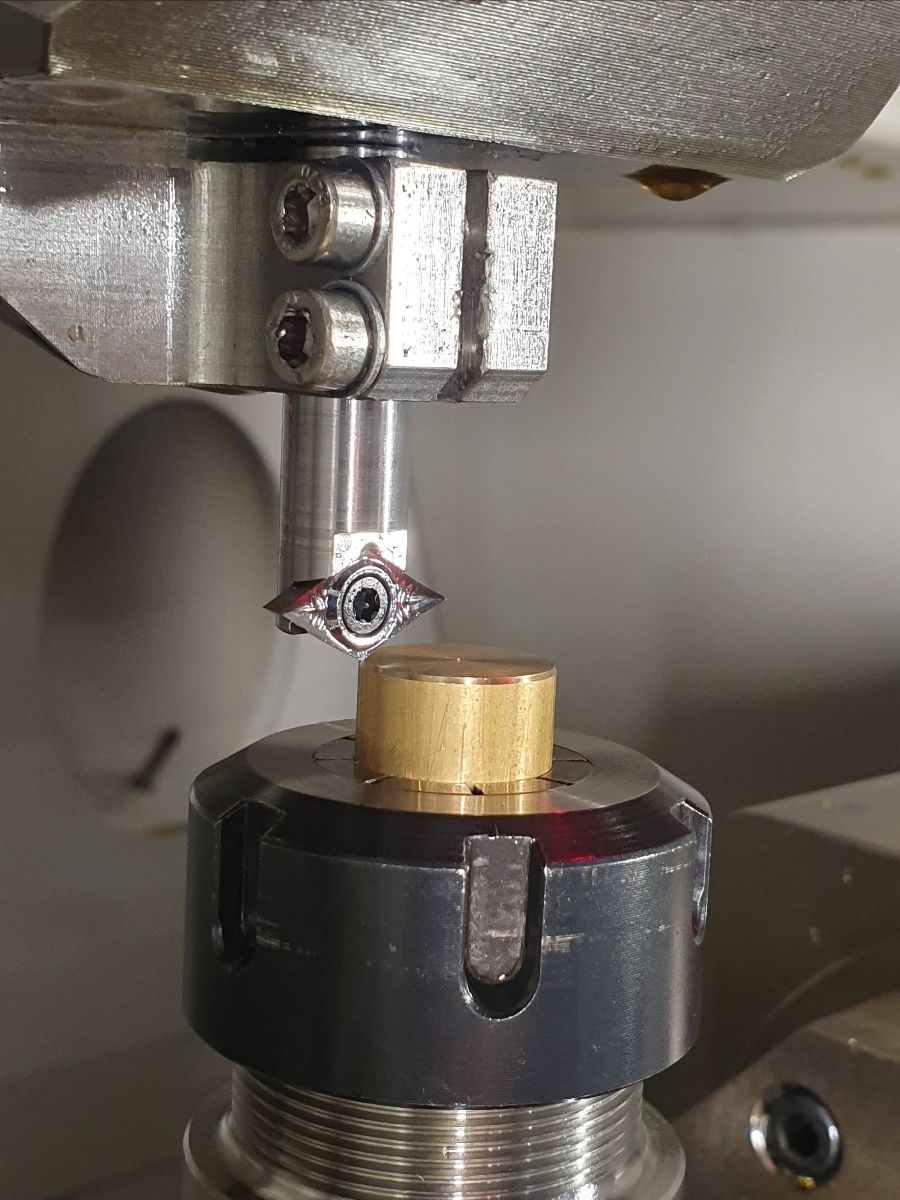
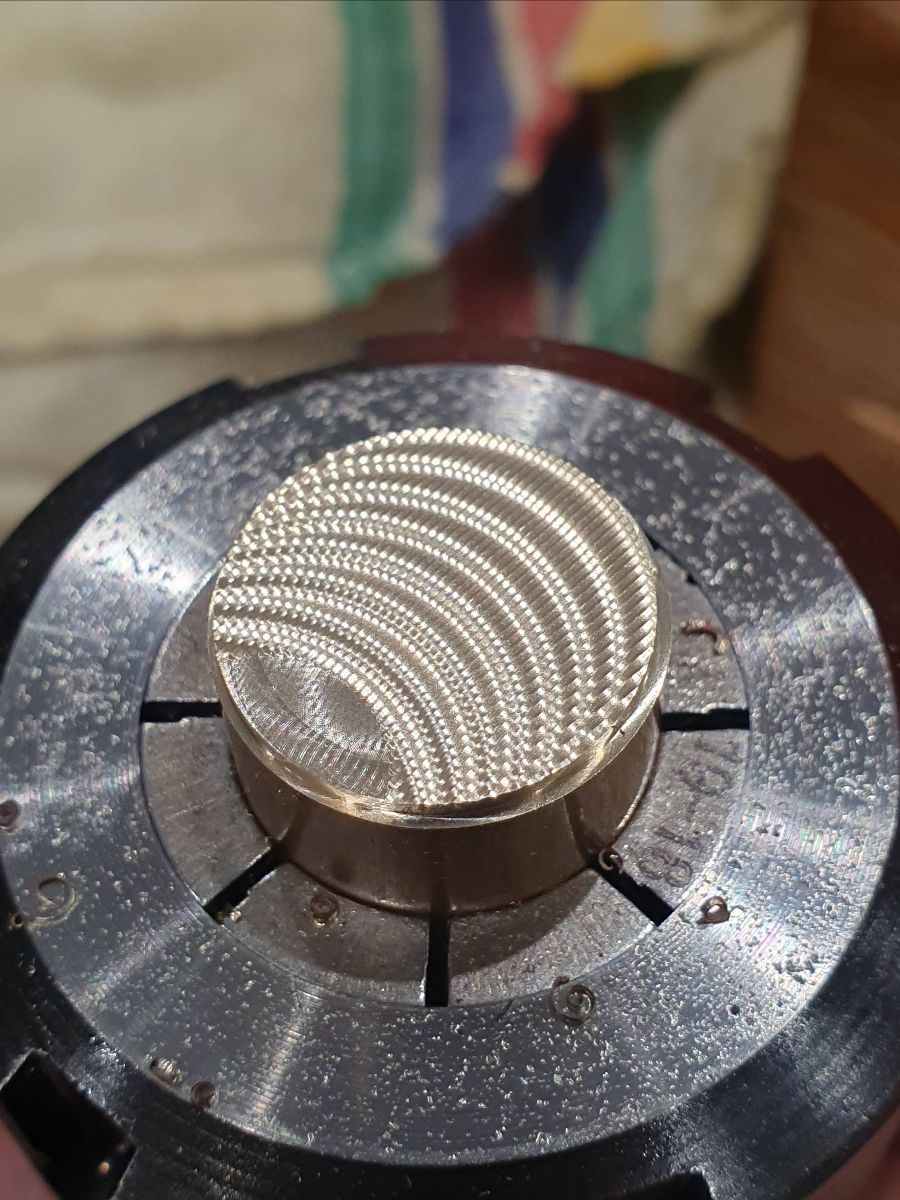
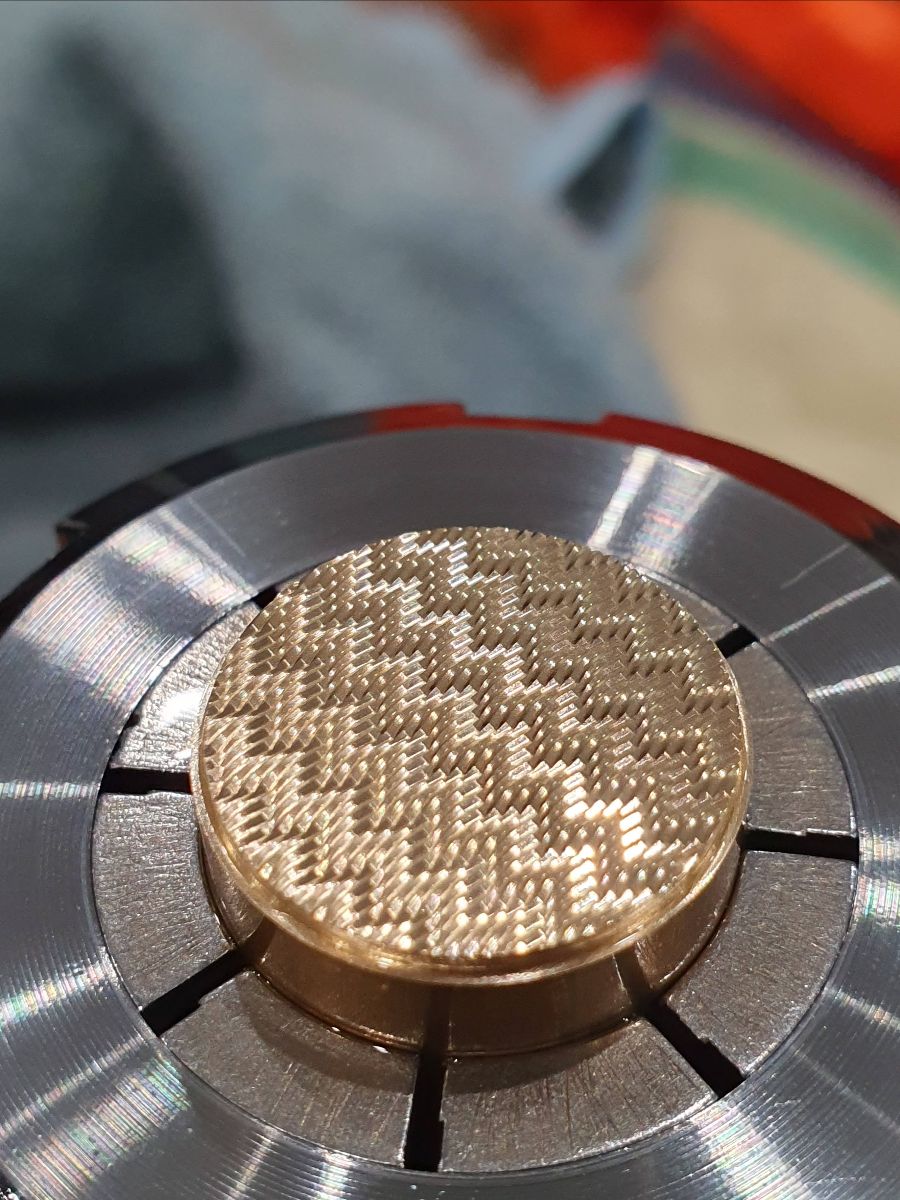
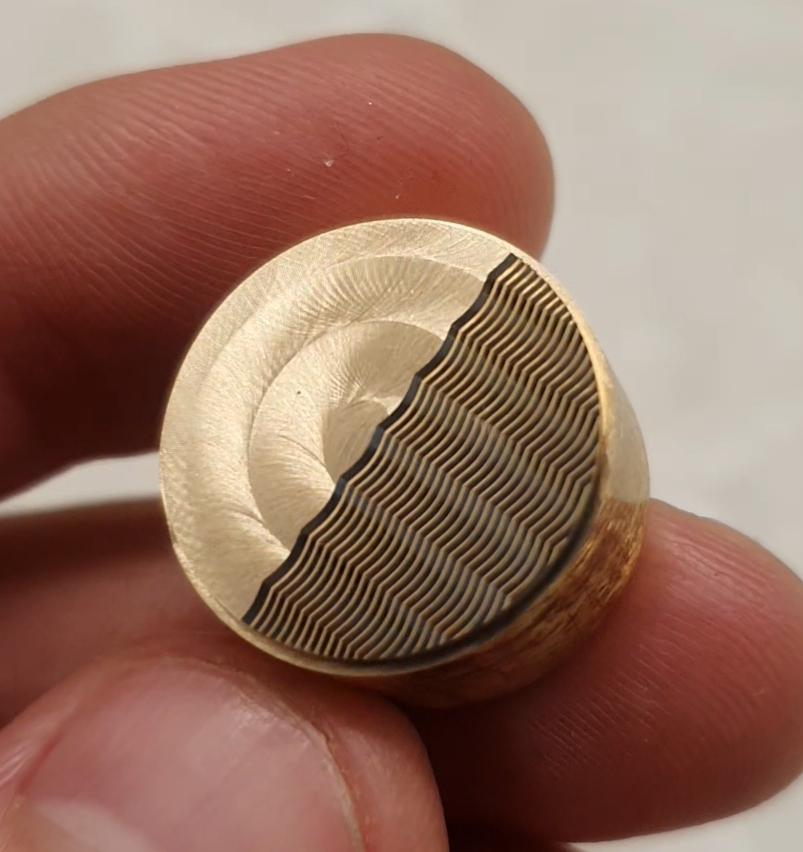
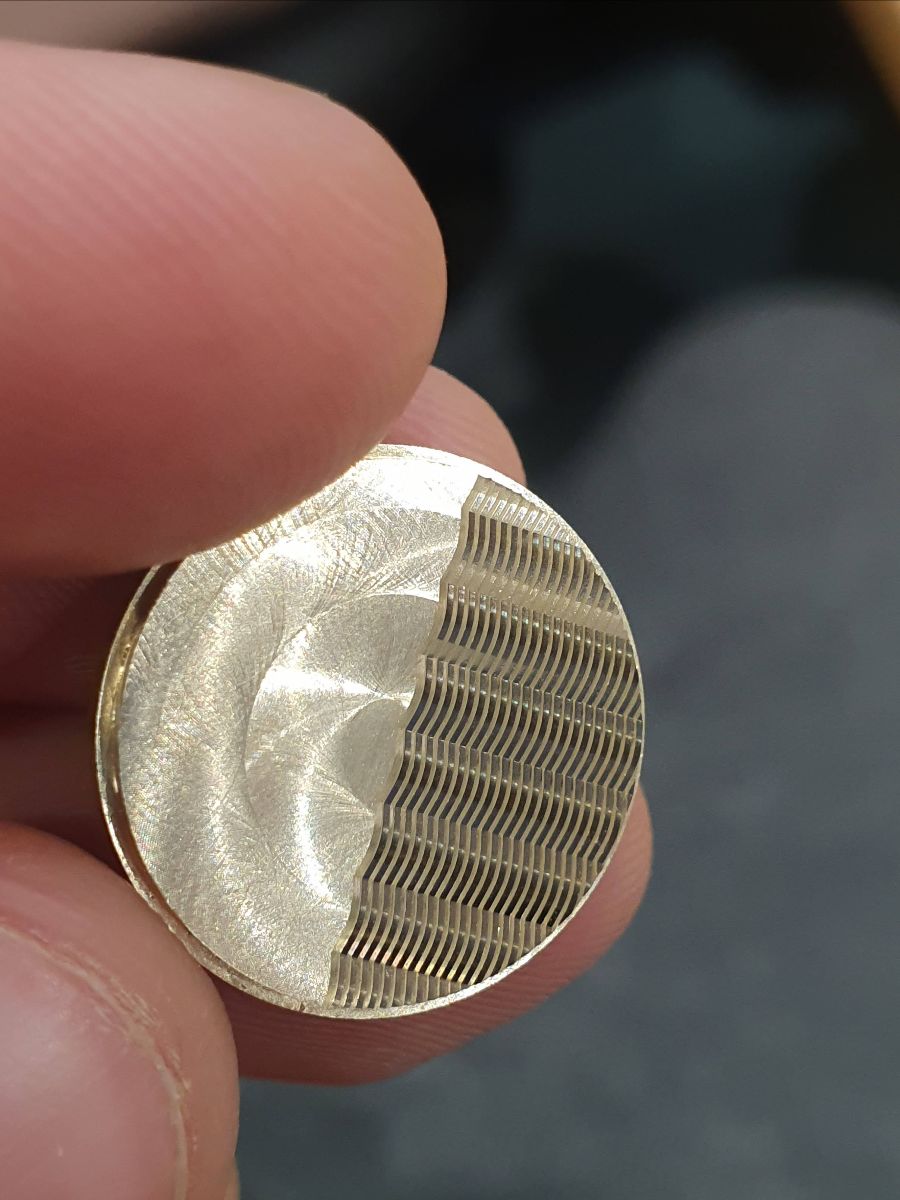
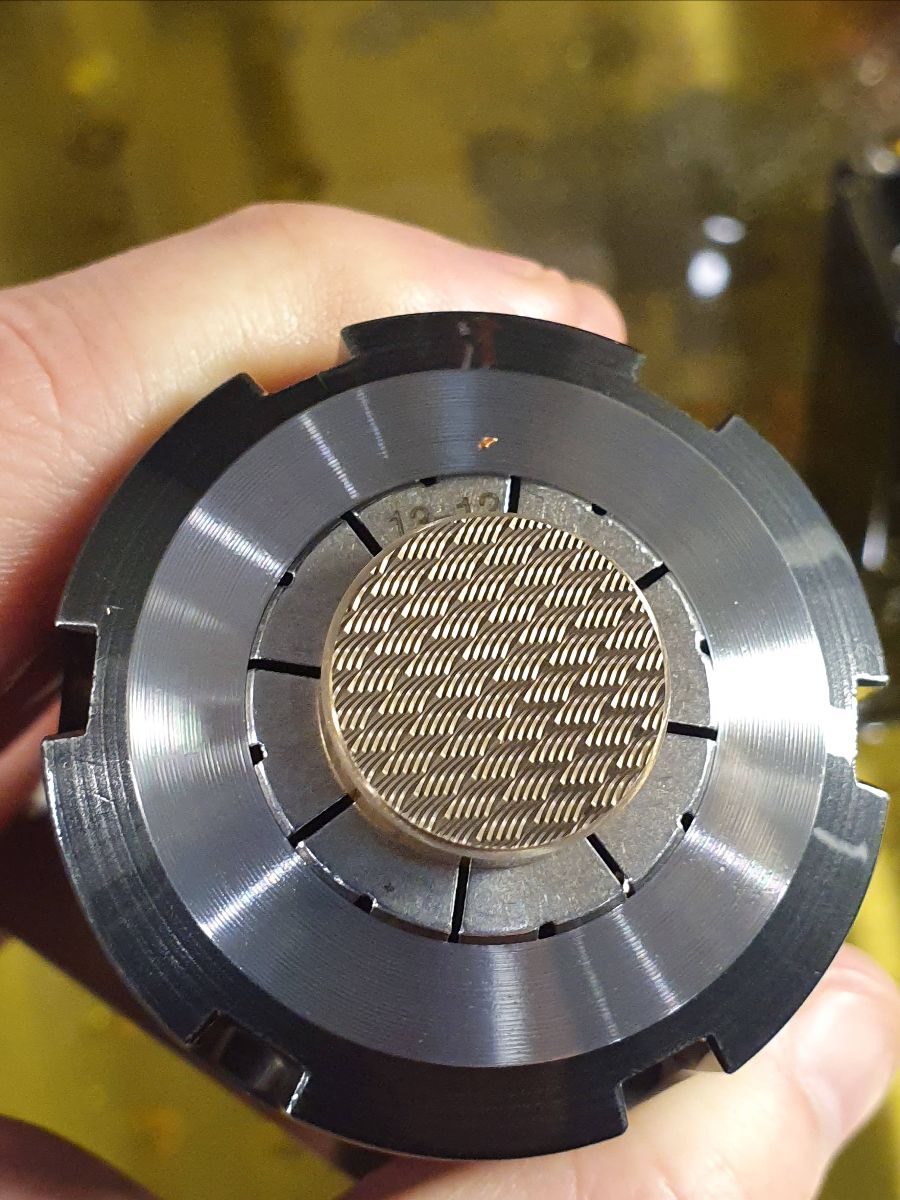
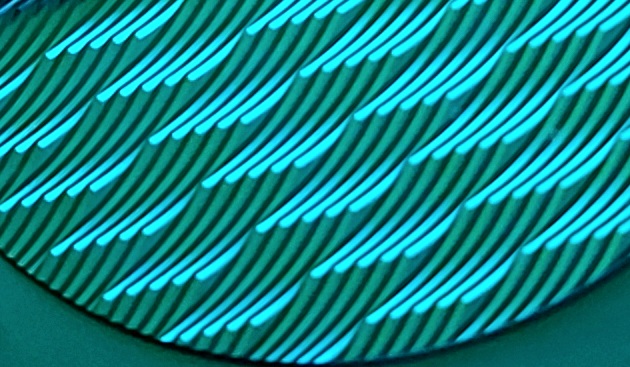
Mit dem Know-how des sicheren Ritzens von Titan in der Tasche konnten wir mit guillochierten Mustern experimentieren - um das Werkzeug nicht vorzeitig zu verschleißen, haben wir viele dieser Tests in Messing durchgeführt. Nicht jedes guillochierte Muster ist schön, in der Tat ist es ziemlich einfach, Müll zu machen! Aber als wir sahen, was wir "Curl Curl Wellen" nennen, vielleicht 20 oder 30 Testcoupons, wurde klar, dass wir unser Muster gefunden hatten! |
|










Keine Kommentare:
Poste einen Kommentar